

پیچ خشکه و پیچ فولادی
25 فوریه 2021
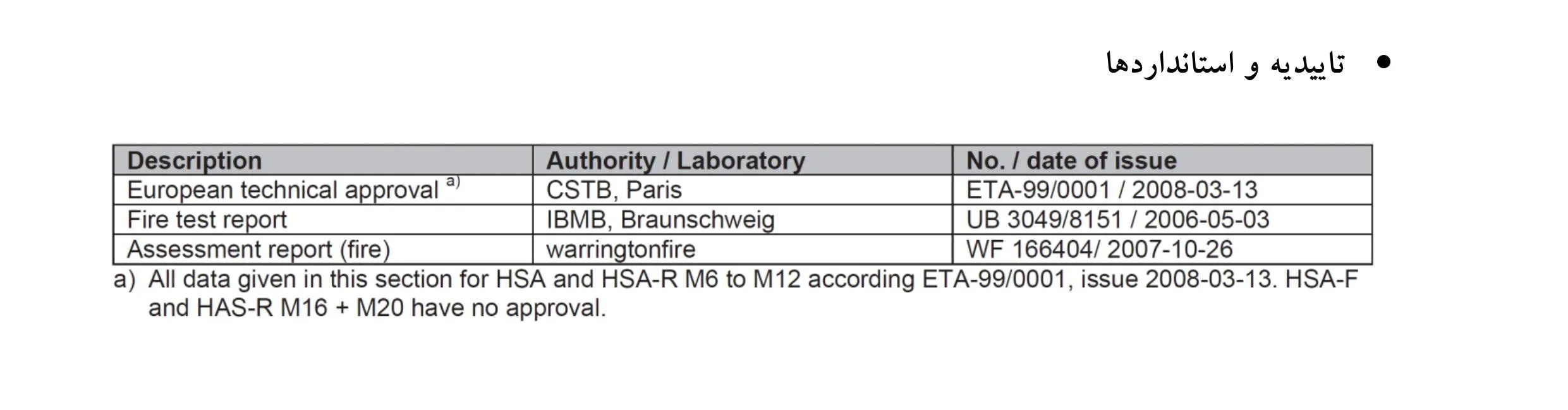
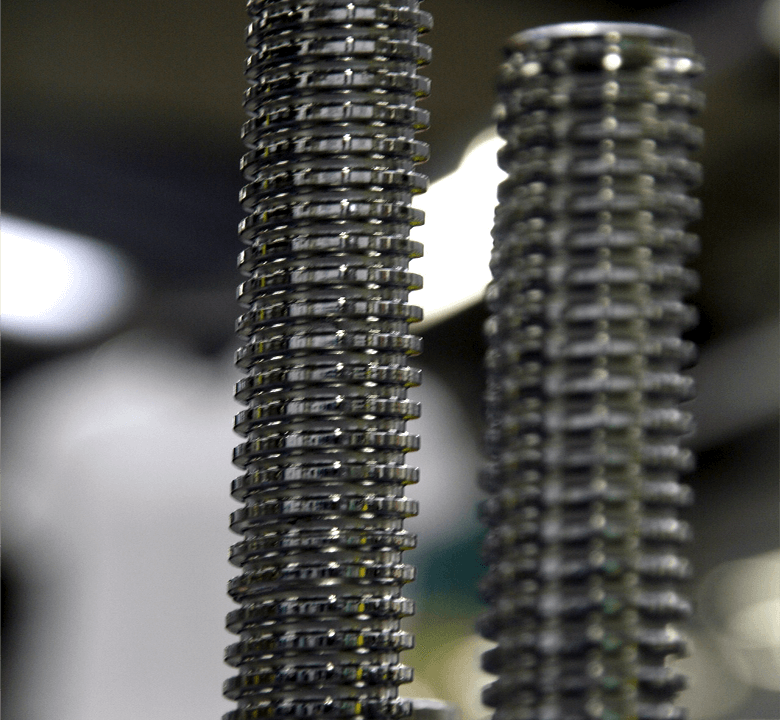
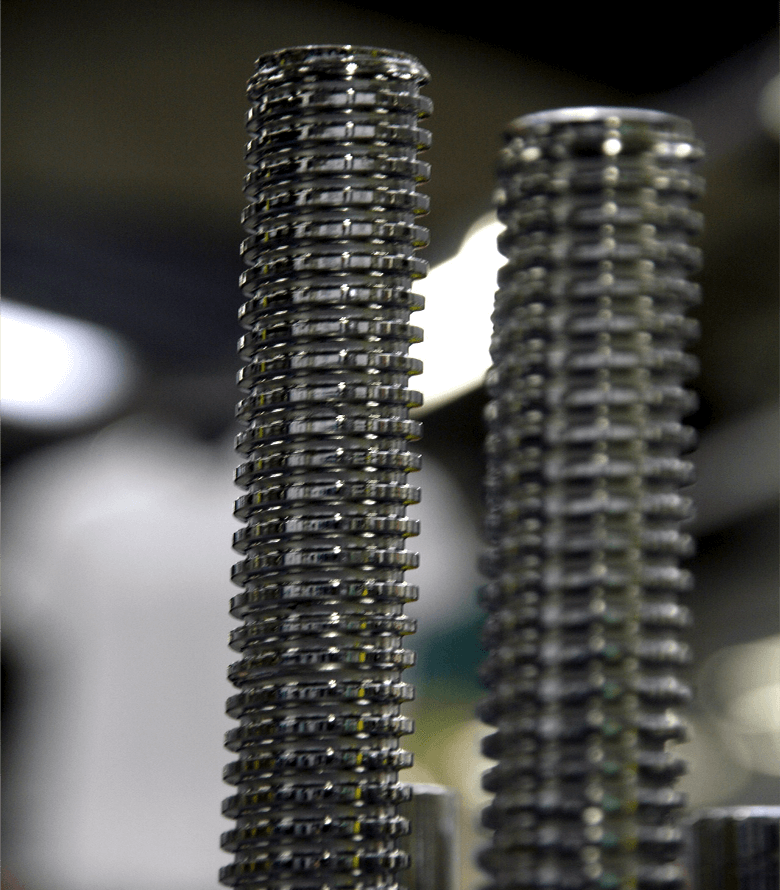
پیچ استاد بولت
3 می 2021



3 می 2021

مطالب مرتبط پیچ استاد بولت پیچ و مهره استاد بولت ، پیچ و مهره ماشین و واشر همچنین به عنوان ماده پیچ یا اتصال دهنده شناخته […]
25 فوریه 2021

مطالب مرتبط پیچ خشکه کلمه خشکه مترادف کلمه فولاد در زبان فارسی است . بنابراین منظور از پیچ خشکه همان پیچ فولادی می باشد. جهت مشاهده […]
25 فوریه 2021
مطالب مرتبط پیچ متری پیچ متری فروش پیچ متری و خرید پیچ متری را می توان با معیارهای مختلف طبقه بندی کرد. افراد خودتان ممکن است تمایل […]
25 فوریه 2021

فروش انواع پیچ خودرویی پیچ خودرویی شرکت آلتون بولت با تولید و فروش انواه پیچ های خودرویی به شما که به دنبال پیچ ومهره برای خودروی خود هستید کمک […]
25 فوریه 2021

فروش انواع پیچ سرتخت مته پیچ سرتخت مته و فروش و خرید پیچ سرتخت مته فروشگاه آلتون بولت تولید کننده و فروشنده انواع پیچ سرتخت مته […]
25 فوریه 2021

{kind=link}
{kind=link}
مطالب مرتبط پیچ شیروانی پیچ شیروانی و خرید پیچ شیروانی و فروش پیچ شیروانی سقف یکی از اجزای مهم هر سازه ای است. مواد برای چینش […]